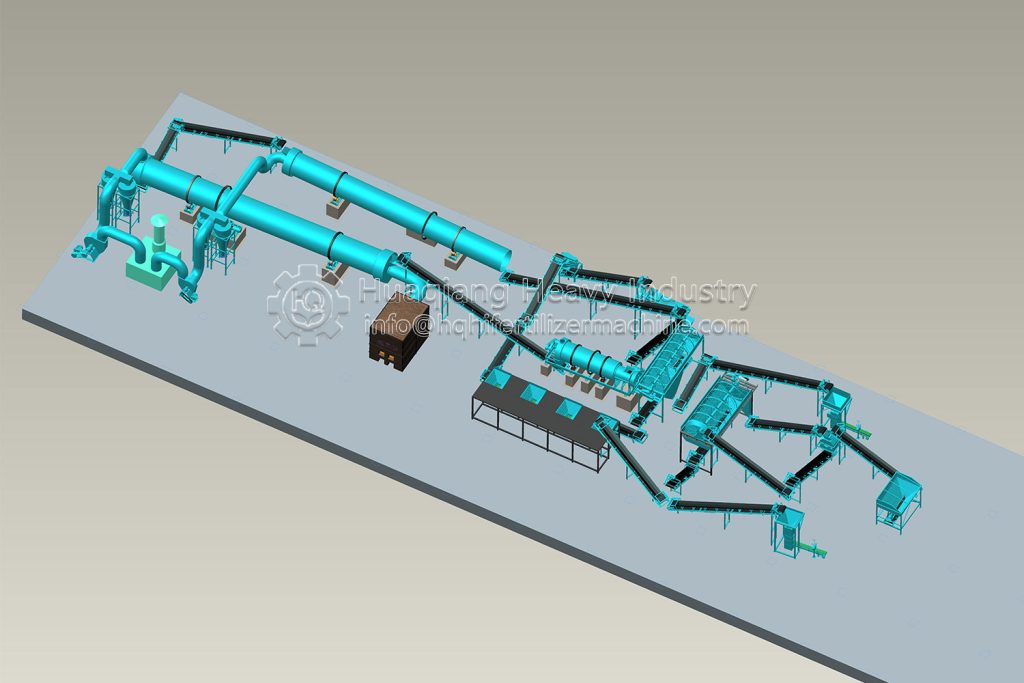
Organic fertilizer production lines improve efficiency through continuous operation, but improper integration of various stages can easily lead to problems, impacting production stability and product quality.
The raw material pretreatment stage is prone to conveyor blockage. If raw materials such as straw and manure are not crushed to a particle size of 5-10mm or have a moisture content exceeding 65%, they can easily form lumps in belt conveyors and screw feeders, causing production line downtime. Screener machines should be added to the pretreatment stage to control the particle size. At the same time, the moisture content should be adjusted to 55%-60% through drying or the addition of dry materials to ensure smooth material conveyance.
Uneven compost turning and insufficient oxygen supply are common problems in fermentation systems. If the chain compost turning machine rotates too fast or has an inappropriate stroke setting, the compost will not be turned thoroughly, resulting in local temperatures below 55°C and failure to achieve the desired compost maturity. Insufficient fan pressure can cause oxygen deprivation in the compost, producing harmful gases such as hydrogen sulfide. To address this, adjust the compost turner speed according to the pile height (2-3 rpm is recommended). Regularly check the fan filter to ensure a ventilation rate of 0.3-0.5 m³/min per cubic meter of pile.
The drying process is prone to moisture control imbalances. If the feed rate to the drum fertilizer dryer fluctuates, or if the hot air temperature fluctuates by more than ±5°C, the finished product moisture content will fluctuate (the acceptable standard is 15%-20%), impacting subsequent granulation. Install an automatic feed regulating valve to stabilize the feed rate, employ a temperature control system to precisely control the hot air temperature at 80-100°C, and install a moisture detector at the discharge end for real-time monitoring.
Inaccurate metering and loose sealing are common problems in the packaging process. Aging load cells in quantitative packaging machines can lead to bag weight errors exceeding ±2%. Low temperatures or insufficient pressure in heat sealers can cause cracking in the bag seals and moisture absorption and caking of the finished product. The load cell must be calibrated monthly, the heat sealing temperature must be adjusted to 150-180°C, and the pressure must be controlled at 0.3-0.5 MPa to ensure packaging quality.
Addressing issues in all aspects of the organic fertilizer production line requires strengthening equipment maintenance and process control to achieve continuous and stable production and guarantee the quality of organic fertilizer.