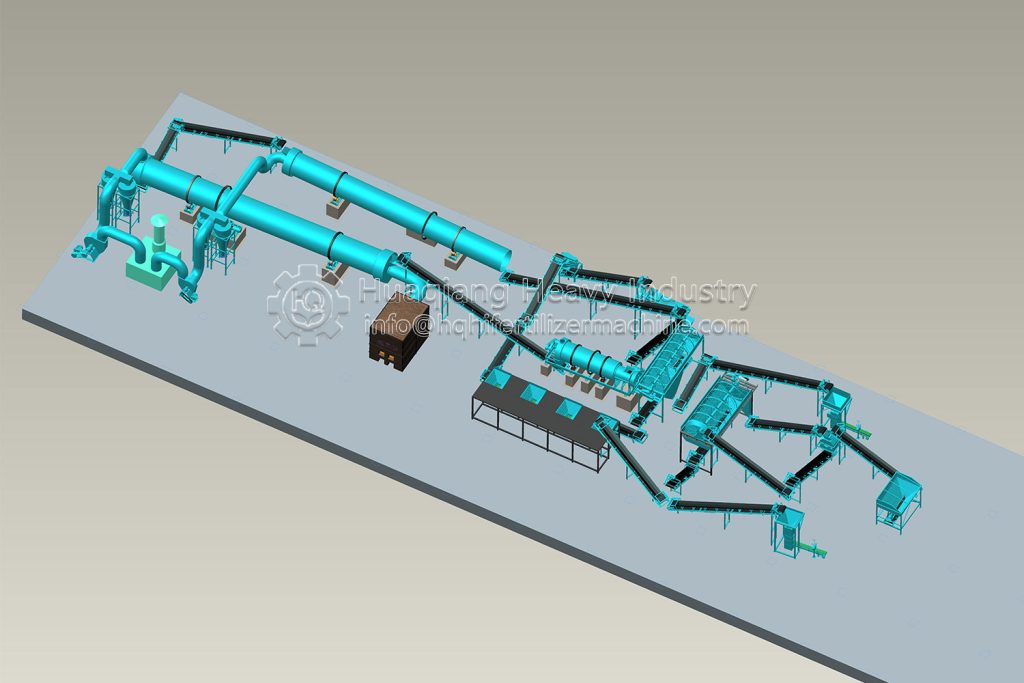
In the drying and cooling stages of the organic fertilizer production line, drum fertilizer dryers and drum fertilizer coolers have become key equipment for achieving large-scale production due to their stable and efficient performance. The two are seamlessly connected to jointly ensure the quality of organic fertilizer products and production efficiency.

The drum fertilizer dryer is essential for dehydrating and shaping organic fertilizer. The moisture content of fermented organic fertilizer can reach as high as 50%-60%, requiring treatment in the drum dryer to reduce it to a safe storage range of 15%-20%. This equipment utilizes an inclined drum structure. External heating or hot air penetration ensures continuous tumbling of the material within the drum, ensuring full contact with the heat source. During operation, the hot air temperature must be precisely controlled at 60-80°C, ensuring rapid water evaporation while preventing high temperatures from damaging beneficial microorganisms such as Bacillus subtilis and lactic acid bacteria, as well as organic matter in the organic fertilizer. Furthermore, the drum dryer’s sealed design and exhaust gas recovery system effectively reduce dust and volatile gas emissions, meeting environmental standards and adapting to the needs of production lines of varying sizes. The drum cooler is a key piece of equipment for cooling and improving the quality of dried materials. The temperature of dried organic fertilizer can reach 40-50°C. Direct packaging can easily generate condensation, leading to clumping.
The drum fertilizer cooler utilizes a countercurrent heat exchange principle. Cool air enters from one end of the drum and contacts the hot material at the other end. As the material rotates, it efficiently cools the material, keeping it within +5°C of the ambient temperature. Its unique internal lifting plate structure ensures uniform material agitation and cooling, while further removing any residual free moisture. This loosens the organic fertilizer particles, improving product flowability and appearance. Furthermore, the drum cooler’s enclosed design reduces dust spillage, minimizing dust pollution in the production environment and ensuring smooth subsequent screening and packaging processes.
The synergistic application of the drum fertilizer dryer and drum fertilizer cooler creates an efficient and stable drying and cooling system for the organic fertilizer production line. By rationally matching equipment parameters and process conditions, we can maximize the retention of organic fertilizer nutrients and biological activity, improve production efficiency, reduce energy consumption and losses, provide high-quality and stable organic fertilizer products for the agricultural field, and promote the development of green agriculture.