In the development of green agriculture, the bio-organic fertilizer production line is not merely a “fertilizer-making device,” but a crucial link connecting “agricultural waste – organic nutrients – healthy soil.”
The first step of the production line is the “inclusive” treatment of raw materials. Whether it’s livestock manure, crop straw after harvesting, or mushroom residue from edible fungi cultivation, these wastes, varying greatly in form and moisture content, can all be accepted by the production line. This adaptability to “diverse wastes” is key to the production line’s solution to agricultural environmental protection issues.
The fermentation stage is the “core hub” of the bio-organic fertilizer production line. Unlike traditional composting that relies on “weather conditions,” the production line precisely regulates the fermentation environment through temperature and oxygen supply systems. The entire process avoids odor pollution from waste fermentation and allows the materials to continuously decompose at a high temperature of 55-65℃, thoroughly killing insect eggs and pathogens.

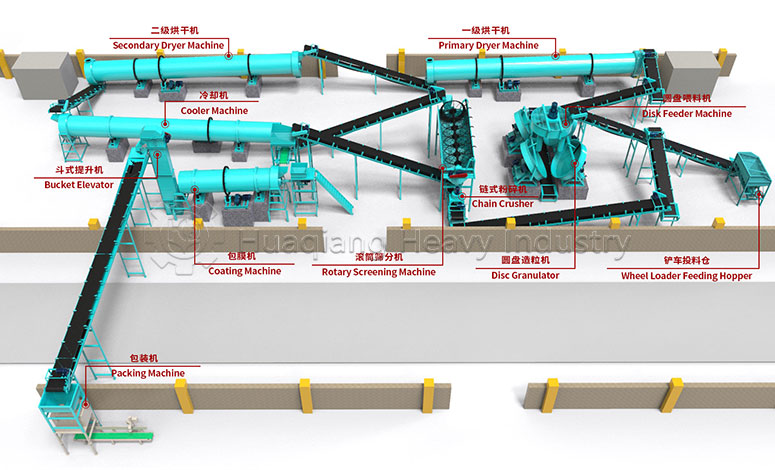
In the finished product processing stage, the production line demonstrates even greater “flexibility and adaptability.” Depending on planting needs, it can process the decomposed material into powder or granules. Simultaneously, the production line controls the moisture content of the finished product through drying and cooling processes, ensuring that the organic fertilizer does not clump during storage and transportation, and that nutrients are not lost.
Today, the value of the bio-organic fertilizer production line has long surpassed the act of “fertilizer production” itself. It transforms agricultural waste from an “environmental burden” into “soil nutrients,” truly completing an ecological closed loop of “resource-production-reuse.”