In modern agriculture, NPK compound fertilizer, providing the three essential nutrients—nitrogen (N), phosphorus (P), and potassium (K)—in a ratio that can be flexibly adjusted according to crop needs, has become a key agricultural input supporting food security and improving agricultural quality and efficiency. The entire chain, from production to application, must revolve around the core concept of “precise matching” to truly achieve scientific fertilization and high-efficiency yield increases.
I. Tailored to Crop: The Core Logic of Nutrient Ratios Different crops, and even different growth stages of the same crop, have significantly different requirements for nitrogen, phosphorus, and potassium. Scientific formulation is the fundamental prerequisite for maximizing the effectiveness of NPK compound fertilizer.
Grain crops (such as rice and wheat): In the early stages of growth, more nitrogen is needed to promote tillering and foliage growth, while in the middle and later stages, sufficient potassium is needed to enhance stress resistance and promote grain filling. Therefore, a general-purpose formulation with a high-nitrogen, high-potassium ratio of N:P:K = 15:10:15 is more suitable.
Cash crops (fruit trees, vegetables, tobacco): typically have higher requirements for phosphorus and potassium. Phosphorus is beneficial for root development and flower bud differentiation, while potassium directly affects fruit enlargement, sugar accumulation, and color formation. For these crops, customized high-phosphorus, high-potassium formulas (N:P:K = 10:15:20 or similar) can be developed to significantly improve yield and quality.
Specialty crops and soil conditions: For areas with significant nutrient deficiencies (such as boron, zinc, and iron deficiencies), micronutrients can be specifically added to the NPK base formula to produce functional compound fertilizers that address specific physiological disorders.
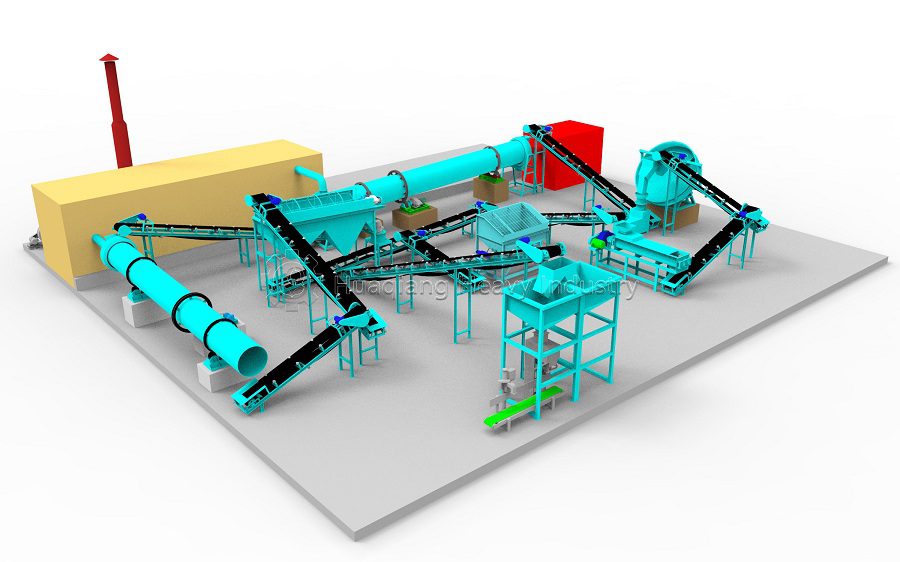
Advanced production equipment is essential for formula flexibility. For example, Zhengzhou Huaqiang Heavy Industry’s NPK compound fertilizer production line is compatible with multiple raw materials such as potassium chloride (MOP), ammonium sulfate, diammonium phosphate (DAP), and urea. Through an intelligent control system, precise blending is achieved to meet production needs ranging from general-purpose to highly customized formulations.

II. Lean Production: Key Technological Points for Ensuring Stable Fertilizer Efficacy
High-quality NPK compound fertilizer not only requires precise nutrient content but also excellent physical properties to ensure stability during storage, transportation, and application.
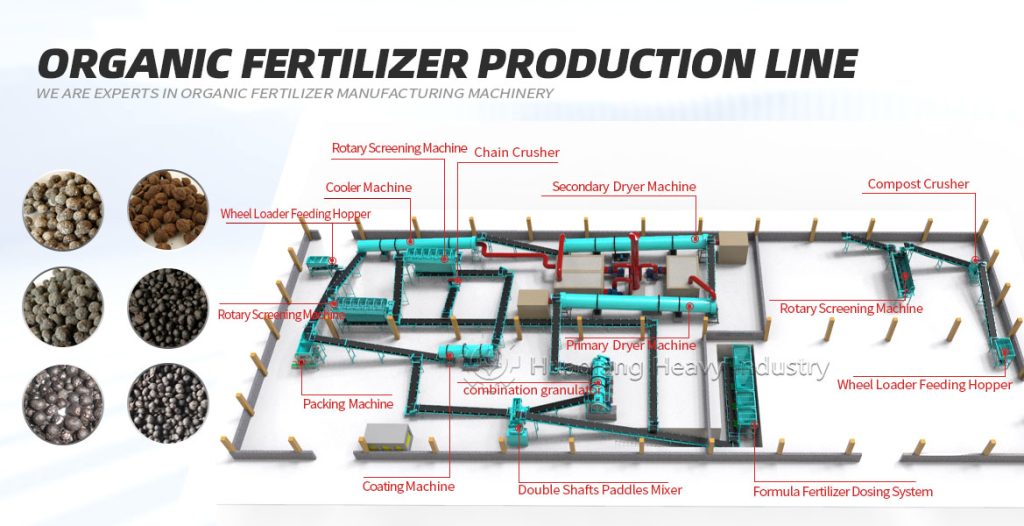
Precise Ingredient Distribution and Mixing: Utilizing an automated batching system ensures precise metering and efficient, uniform mixing of various solid raw materials. This is the first step in ensuring the nutritional consistency of each fertilizer granule.
Efficient Granulation and Shaping: Drum granulation technology is widely used due to its high pelleting rate, good granule sphericity, and high strength. The produced granules are pressure-resistant and wear-resistant, suitable for long-distance transportation and modern fertilization methods such as mechanized broadcasting and side-deep application, reducing granule breakage and separation during application.
Scientific Drying and Cooling: By controlling the drying temperature and time, the moisture content of the granules is kept stable below 10%, effectively preventing product clumping and nutrient degradation. The subsequent cooling process quickly sets the shape, extending the product’s shelf life.
III. Scientific Application: Achieving Precise Delivery to the “Last Mile”
Even the highest quality fertilizer requires scientific application methods to release its maximum value. Fertilization strategies should follow these principles:
Based on the growth cycle: Identify the crop’s “critical nutrient period” and “maximum efficiency period,” such as the jointing and booting stages of grain crops and the fruit enlargement stage of fruit trees, where nutrient supply needs to be prioritized.
Based on soil characteristics: Sandy soils have poor water and fertilizer retention capacity, so the principle of “small amounts, multiple times” should be followed to reduce leaching; heavy clay soils can have a reduced application frequency but a larger amount applied each time.
Promoting supporting services: Leading fertilizer manufacturers are shifting from product suppliers to planting solution service providers. By providing farmers with a full-chain service including soil testing, customized formulations, and application technology guidance, they can not only enhance product competitiveness but also promote the popularization of scientific fertilization concepts.
Manufacturing Technology for Tailored NPK Fertilizers
The ability to produce a vast range of tailored NPK formulations, from general-purpose to crop-specific blends, is made possible by advanced npk fertilizer production technology. The npk fertilizer manufacturing process begins with precise formulation, using a npk blending machine or a fertilizer mixer machine to homogenize raw material powders. For operations focused on physical blending of pre-granulated materials, a npk bulk blending machine (a type of bulk blending fertilizer machine) is employed. For integrated chemical granulation, the homogenized powder is fed into the core of the production line.
This core is the npk granulation machine, which applies specific npk granulation machine technology, such as rotary drum agglomeration, to form uniform, durable granules. The entire suite of npk fertilizer granulator machine equipment within an npk fertilizer production line—including the npk fertilizer granulator, dryers, and coolers—is engineered to achieve the desired NPK compound fertilizer production capacity and granule quality. This industrial flexibility is what allows a single npk fertilizer machine line to switch between different nutrient ratios efficiently, translating agronomic prescriptions into physical products.
Therefore, the sophistication of the manufacturing process directly enables precision agriculture. It provides the essential toolset to produce the exact “right source” fertilizer called for by soil tests and crop models, bridging the gap between laboratory formulation and field application.
Conclusion: From Standardized Production to Personalized Services
The future of NPK compound fertilizer lies in the deep integration of agronomic needs and industrial manufacturing. Manufacturers must continuously delve into the nutritional patterns of crops, relying on flexible production lines to provide more precise formulations; simultaneously, they must extend services to the fields, guiding farmers to fertilize according to soil conditions and crop characteristics. Only in this way can every grain of compound fertilizer be transformed into tangible yields and profits, achieving a win-win situation for both enterprises and farmers in the process of promoting high-quality agricultural development.






.jpg)