In modern industrial production, the rotary drum screening machine stands as a master sorter, bringing revolutionary breakthroughs to material classification through its unique dual-motion mode—the perfect combination of drum rotation and mechanical vibration. This equipment represents not only technological achievement but also the perfect embodiment of efficiency and precision across multiple production contexts.
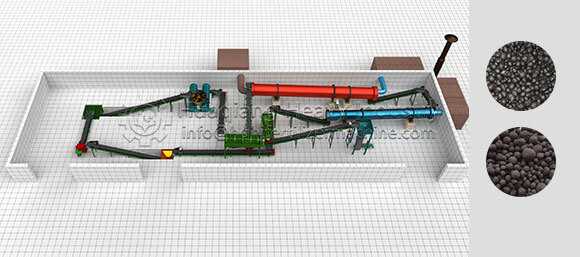
Within comprehensive fertilizer manufacturing systems, this screening technology integrates seamlessly with both organic fertilizer production line and npk fertilizer production line operations. Following the fertilizer granulator process—whether utilizing a disc granulator in a specialized disc granulation production line or other granulation methods—the screening machine ensures consistent product quality. For compound fertilizers, it works in concert with the npk blending machine to deliver precisely graded products, making it an indispensable component in any complete npk fertilizer line.

Exquisite Structure: Every Component Matters
Drum Body
As the core of the equipment, the drum body consists of screen mesh, support frame, and drum shell. The screen aperture is meticulously designed according to classification requirements, ensuring precise separation of materials with different particle sizes.
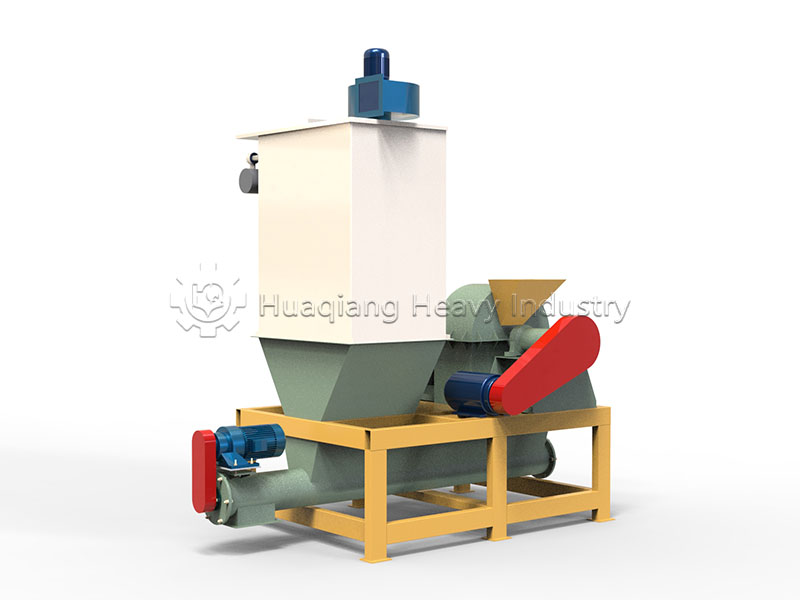
Vibration Device
High-frequency vibration generated by motors, eccentric blocks, or vibration springs ensures even material distribution within the drum, significantly improving screening efficiency and preventing material accumulation.
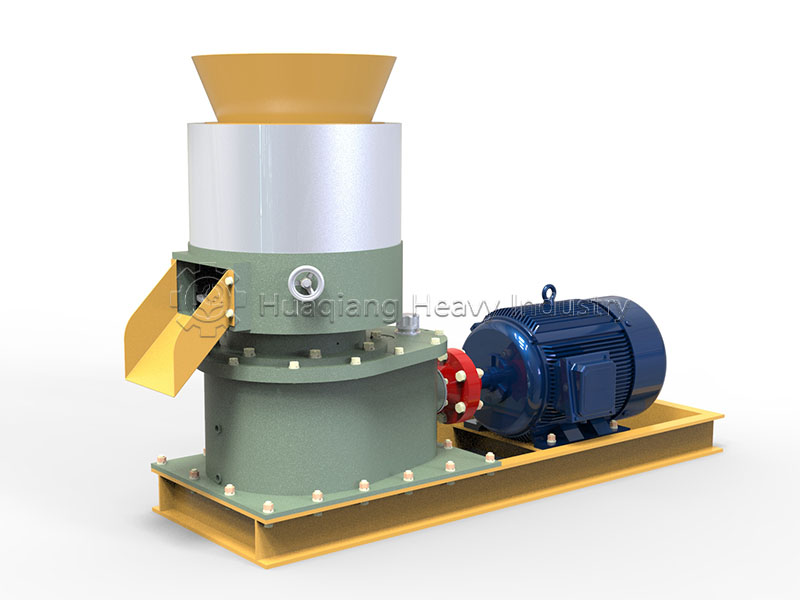
Drive System
Powerful motors combined with precision reducers provide smooth and reliable rotational power for the drum, ensuring long-term continuous stable operation.
Sealing Design
Advanced sealing devices effectively prevent dust leakage, maintaining a clean working environment while meeting modern industrial environmental requirements.
Wide Applications: Versatile Assistant Across Industries
Compound Fertilizer
Precisely separates return materials from finished products, achieving fine product classification
Mining Industry
Efficiently screens various ores, enhancing resource utilization
Building Materials
Accurately classifies sand and gravel aggregates, ensuring product quality
Food Processing
Hygienically and safely screens food raw materials, guaranteeing product quality
The most remarkable feature of the rotary vibrating screen is its unique working principle. It ingeniously combines the continuous operation capability of drum screens with the efficient screening characteristics of vibrating screens. Through drum rotation, materials are fully tumbled while vibration facilitates rapid passage of fine particles through the screen mesh, achieving a “1+1>2” screening effect.
Intelligent Design: Guarantee of Efficiency and Stability
The support device employs heavy-duty frames and precision bearings to ensure absolute stability during high-speed operation; carefully designed inlet and outlet ports facilitate smooth material flow and precise classification; intelligent control systems monitor equipment operation in real-time, enabling automated production. Every detail reflects the engineers’ ingenious craftsmanship.
The rotary screener represents not only significant progress in industrial screening technology but also an important manifestation of modern intelligent manufacturing. With its outstanding performance, wide applicability, and reliable operational stability, it plays an indispensable role in global industrial production. From mines to farms, from chemical plants to food workshops, this equipment continues to quietly drive various industries toward higher quality and greater efficiency through its precise and effective working methods.