How are piles of damp, sticky poultry waste transformed into standardized commercial organic fertilizer on modern organic fertilizer production lines? Today, specialized chicken manure organic fertilizer machines have built a systematic path to rebirth, efficiently converting it into a valuable resource for nourishing the soil.
The journey begins with collection and pretreatment. Fresh chicken manure is transported by specialized equipment and scientifically mixed with auxiliary materials such as straw. This crucial pretreatment creates an ideal structure and carbon-to-nitrogen ratio for subsequent fermentation, from which the entire chicken manure organic fertilizer machine operates in synergy.
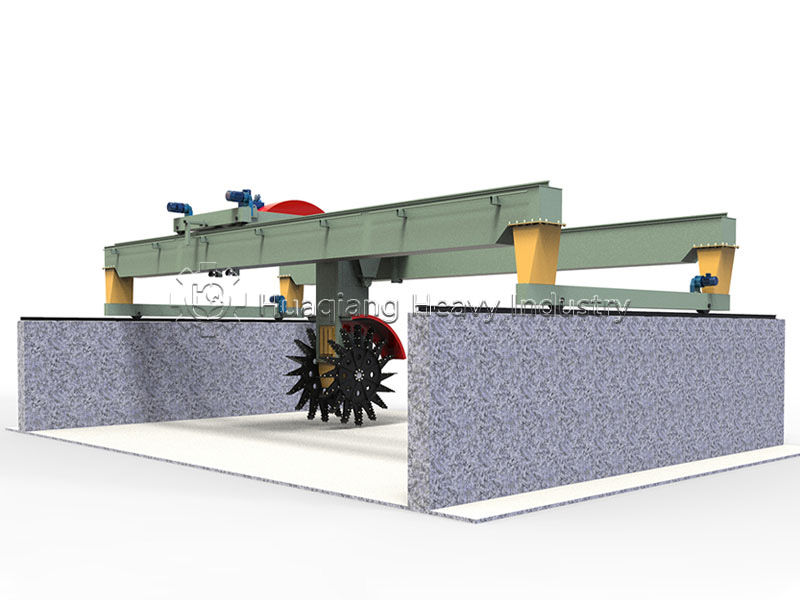
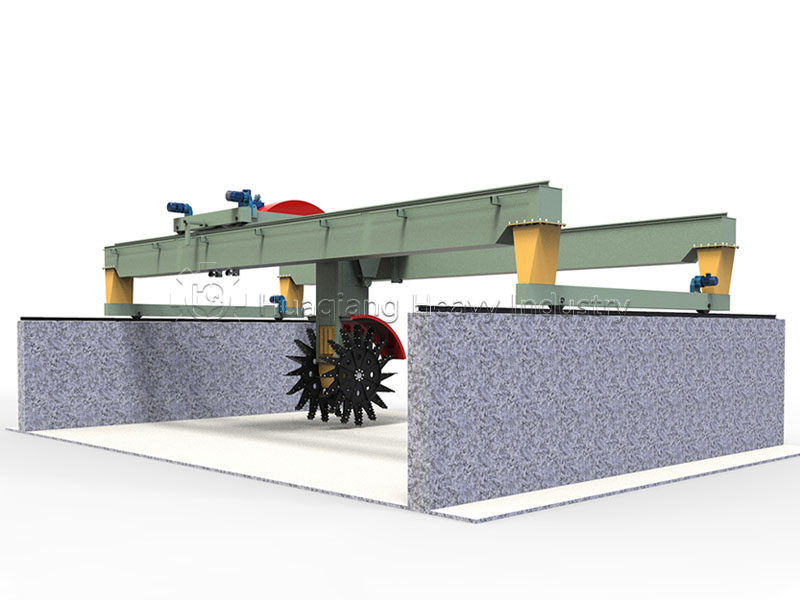
Harmless fermentation is the core of the transformation. In windrow fermentation fields, windrow compost turning machines play a key role. They move steadily along the pile, their wide tracks effectively overcoming the problem of soft ground, while their turning and throwing devices thoroughly break up and toss the material. With regular turning, the material comes into full contact with air, the temperature continuously rises under the action of microorganisms, and the pungent odor gradually transforms into an earthy smell, achieving the dual goals of safety and transformation.

Deep processing shapes the final form. After the composted material is crushed and screened, it enters the pelleting stage to improve its marketability. This is where the organic fertilizer granulator plays a crucial role. This transformation not only locks in nutrients and functional microorganisms but also makes it perfectly suited for mechanized application.
From the efficient fermentation of the windrow compost turning machine to the precise pelleting of the organic fertilizer granulator, modern chicken manure organic fertilizer machinery forms a complete value-added chain. This intelligent processing line not only solves environmental problems but also returns organic-rich resources to the land in a standardized manner.