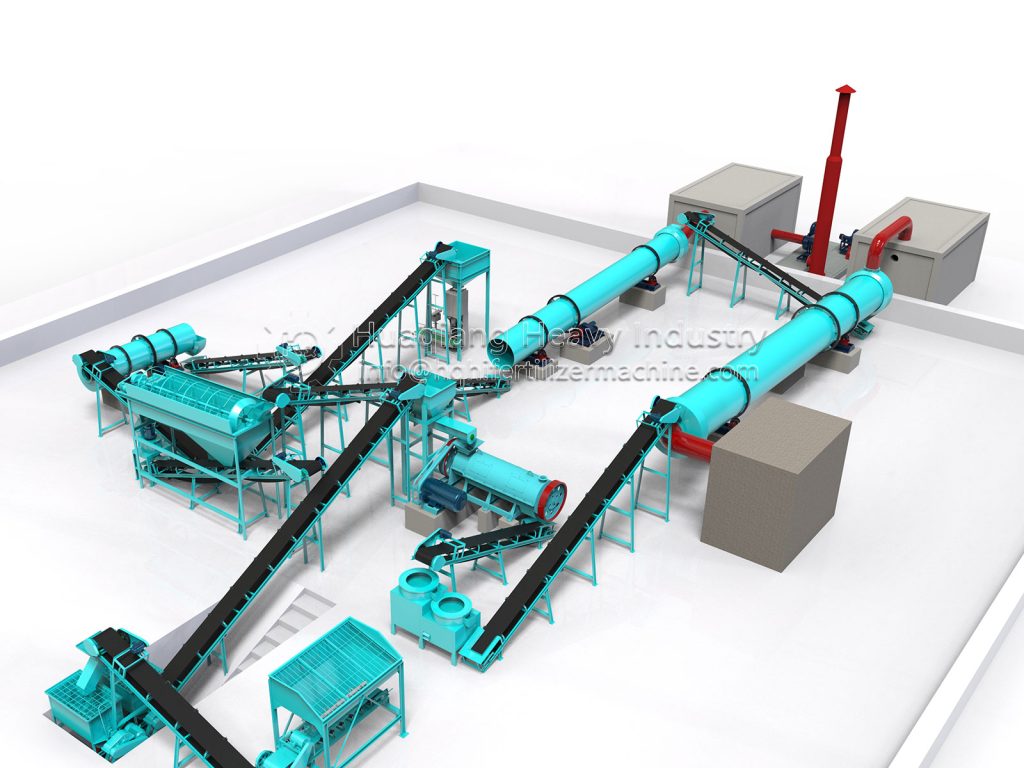
An organic fertilizer production line is the core carrier for realizing the resource utilization of organic waste and contributing to the development of green agriculture. Its operating procedure must follow scientific standards, balancing environmental protection and fertilizer efficiency stability. The entire process can be divided into four key stages: raw material pretreatment, fermentation and maturation, post-processing, and finished product storage. Each step is interconnected and indispensable.
Raw material pretreatment is the foundation of the production line and directly determines fermentation efficiency. First, qualified raw materials such as livestock and poultry manure, straw, and mushroom residue are screened, removing non-fermentable impurities such as plastics and metals to ensure that the raw materials do not exceed heavy metal standards. Then, hard raw materials such as straw are crushed to 3-5 cm to increase the contact area with microorganisms. The raw materials are then mixed in proportion, adjusting the moisture content to 50%-60% and the carbon-nitrogen ratio to 25:1-30:1. If the carbon-nitrogen ratio is too low, straw is added; if it is too high, livestock and poultry manure is added to lay a solid foundation for subsequent fermentation.
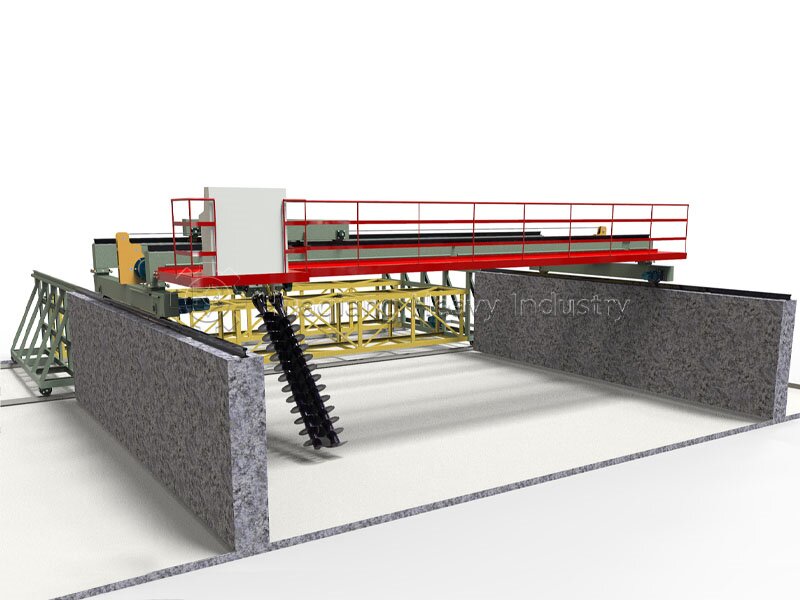
Fermentation and maturation are the core of organic fertilizer production, consisting of primary high-temperature fermentation and secondary post-fermentation. During the first fermentation, the pre-treated material is piled into windrows 1.2-1.5 meters high. The temperature is raised to 55-70℃ within 3-5 days and maintained for 5-7 days to kill pathogens and weed seeds. During this period, the pile is turned every 3-5 days using a compost turning machine to ensure ventilation and maintain humidity. Once the temperature drops below 40℃, the second fermentation begins, lasting 15-30 days. The pile is turned again to promote humification until the material turns dark brown and has no odor, indicating it is fully decomposed.
Post-processing aims to improve the commercial properties of the organic fertilizer. First, an undecomposed impurity is removed using a screening machine, ensuring the finished product particle size does not exceed 5 mm. Substandard material is returned to the crusher for reprocessing. If granulation is required, it can be processed using a granulator, followed by drying, cooling, and shaping to reduce the moisture content to below 15%. Finally, automated packaging is performed using moisture-proof packaging materials, and product information is labeled to ensure compliance with industry standards.
Finished product storage is the final step in the process. Packaged organic fertilizer must be stored in a dry, well-ventilated warehouse, away from water sources and toxic or harmful substances. The stacking height should not be too high, and measures should be taken to prevent moisture and rodents. At the same time, the quality of the finished product should be checked regularly to ensure stable fertilizer efficacy within the shelf life.
The entire organic fertilizer production process requires strict control of key parameters such as temperature and humidity, while also considering environmental protection requirements. During fermentation, waste gas and leachate must be properly treated. Standardized operation not only achieves the reduction and resource utilization of organic waste but also produces high-quality organic fertilizer, providing strong support for soil improvement and green planting.