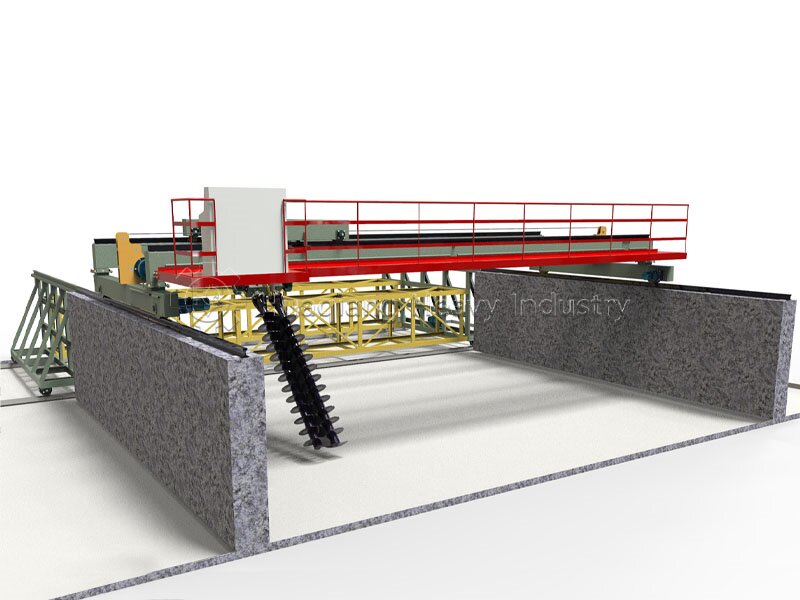
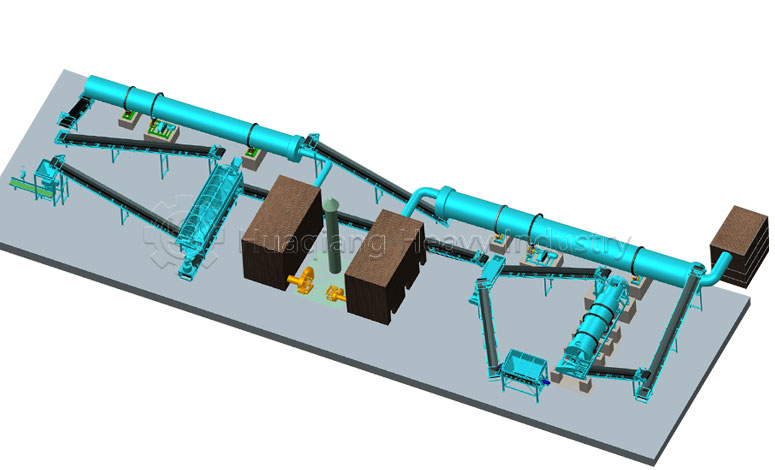
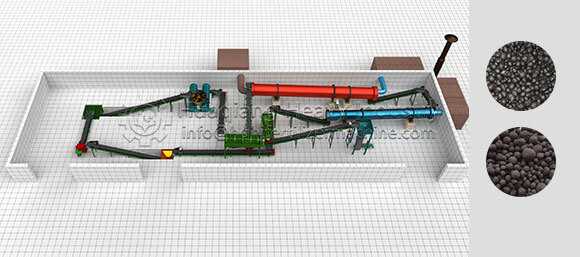
On an organic fertilizer production line, several core pieces of equipment set the tone for production. In the vast composting yard, you’ll see a silent, massive steel machine—the large wheel compost turning machine. As a crucial piece of organic fertilizer production equipment, it exists in the most direct and powerful way.
Its work is a cyclical dance, the cornerstone of the entire organic fertilizer production line’s efficient operation. The huge disc rotates at a uniform speed, its heavy teeth digging deep into the material. The originally compacted pile is easily broken up, lifted, and traces a parabola in the air, remixing into a loose new pile. Each turn is a forced breath, laying a uniform material foundation for subsequent deep processing, including the fine operation of the organic fertilizer granulator.
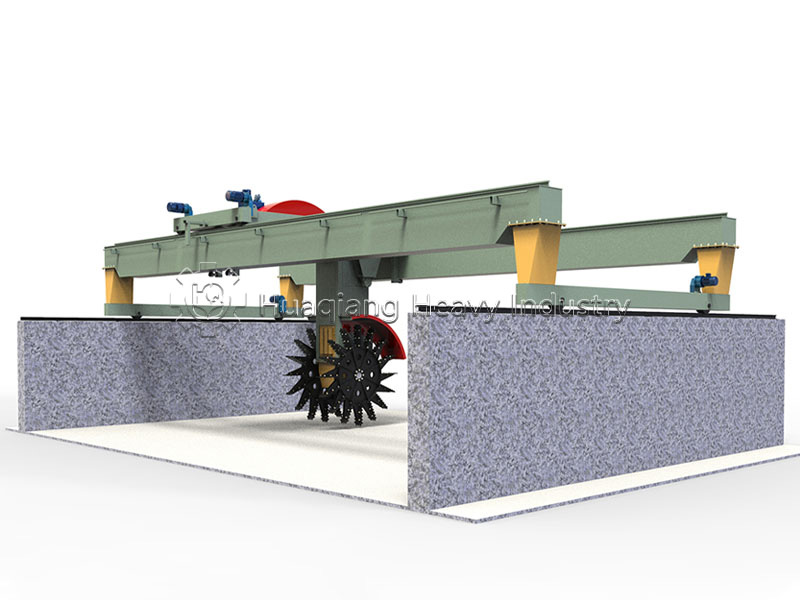
Without a complex control system, its power stems from the most direct mechanical transmission. The steel frame remains motionless under continuous heavy loads, demonstrating the reliability expected of heavy-duty organic fertilizer production equipment. Wherever it passes, the pile temperature becomes uniform and the texture consistent, supplying qualified semi-finished products for the next stage of the production line.
Day after day, it travels along the organic fertilizer production line, transforming waste organic matter into fertile “black gold” through the most physical means. These well-rotted raw materials are finally fed into the organic fertilizer granulator, shaping them into neat, uniform granules of fertilizer.