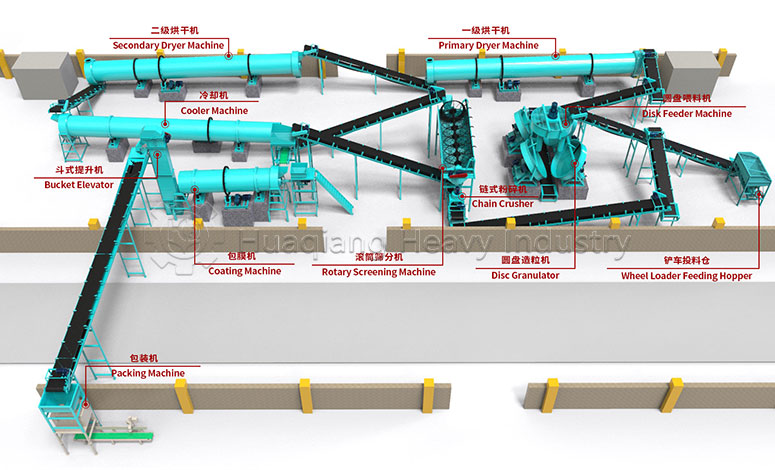
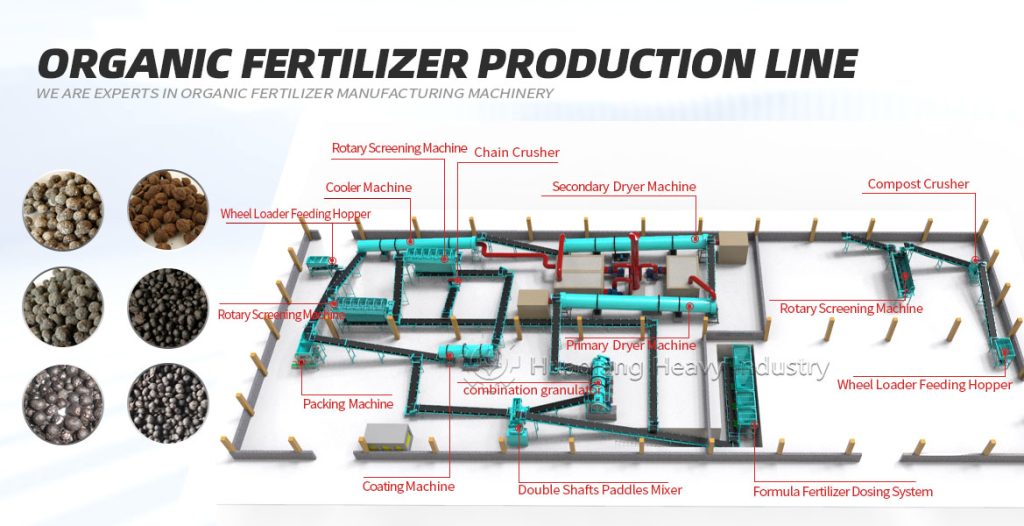
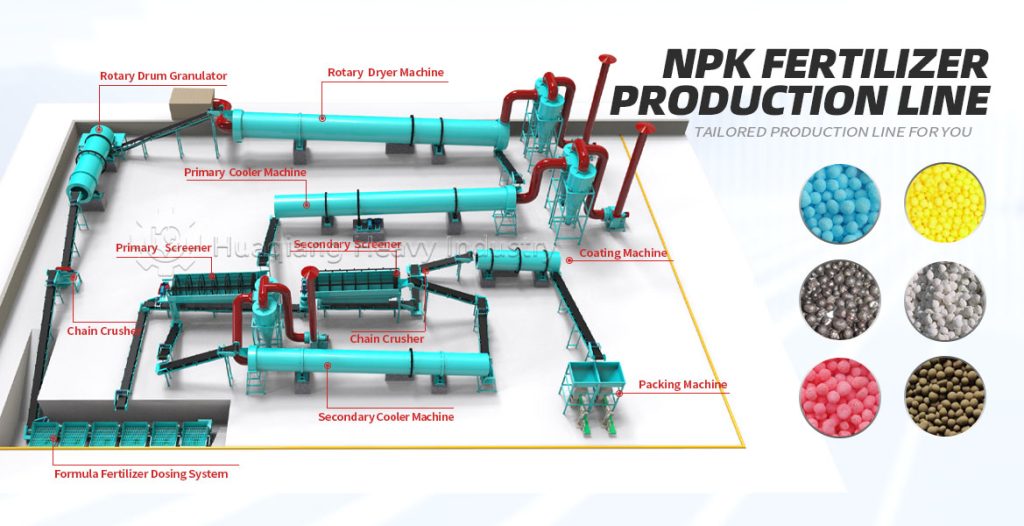
Potassium fertilizer is a vital element for crop growth. Granular potassium fertilizer, an important type of NPK fertilizer, is processed using NPK fertilizer production lines and fertilizer granulators. Compared to traditional powdered potassium fertilizer, its granular form optimizes application, improves fertilizer efficiency, and protects the soil.
Convenient storage and transportation. Granular potassium fertilizer processed by a granulator is compact and less prone to caking. Transportation is dust-free and prevents scattering, avoiding the waste associated with powdered potassium fertilizer that absorbs moisture, cakes, and disperses. Storage does not require complex moisture-proof measures; it remains loose even after long-term storage, making it easy for farmers to use and manage, reducing storage and transportation costs.
Precise application. The fertilizer granulator ensures uniform particle size, making it suitable for mechanized sowing and topdressing, eliminating the need for manual crushing, saving labor and effort. During application, it does not stick together and distributes evenly, preventing localized high concentrations that can burn seedlings, reducing nutrient volatilization, and allowing potassium to act precisely on the crop roots, improving application efficiency.
Long-lasting fertilizer effect. Granular potassium fertilizer dissolves gradually and releases potassium slowly, avoiding the drawbacks of rapid-acting potassium fertilizers and extending the fertilizer effect period. The granular form also reduces contact with the soil, reducing nutrient fixation and promoting gradual absorption by the roots, improving utilization efficiency.
Soil protection and wide applicability. It has minimal irritating effects on the soil, reduces soil compaction, and balances fertilizer efficiency with soil protection. Whether for field crops, cash crops, or fruit trees, it can be flexibly adapted, and supported by professional fertilizer production equipment, it contributes to green and efficient agricultural production.