While both organic fertilizers fall under the category of green fertilizers, their production lines differ significantly in terms of technical logic, process design, and product positioning. These differences directly determine the fertilizer’s function and application scenarios. Specifically, they can be distinguished in four key areas:
First, there are core definitions and raw material differences. Organic fertilizer production lines use agricultural or domestic organic waste, such as livestock and poultry manure, straw, and food waste, as raw materials. They achieve “reduction and harmlessness” through natural composting, eliminating the need for the addition of functional bacteria. Bio-organic fertilizer production lines, on the other hand, require the precise incorporation of specific functional microorganisms (such as Bacillus and Trichoderma) into the raw materials. The raw materials must also be selected with highly active carriers (such as soybean meal and humic acid) to provide nutrients for bacterial growth. The core goal is to leverage microbial activity to enhance fertilizer efficacy.
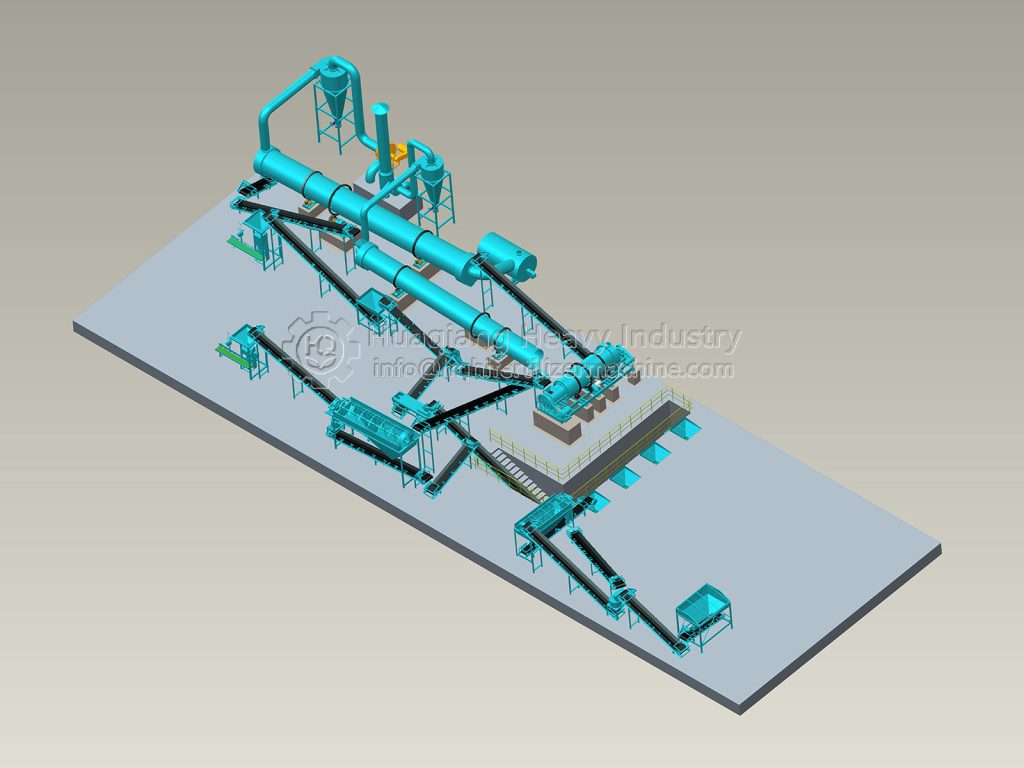
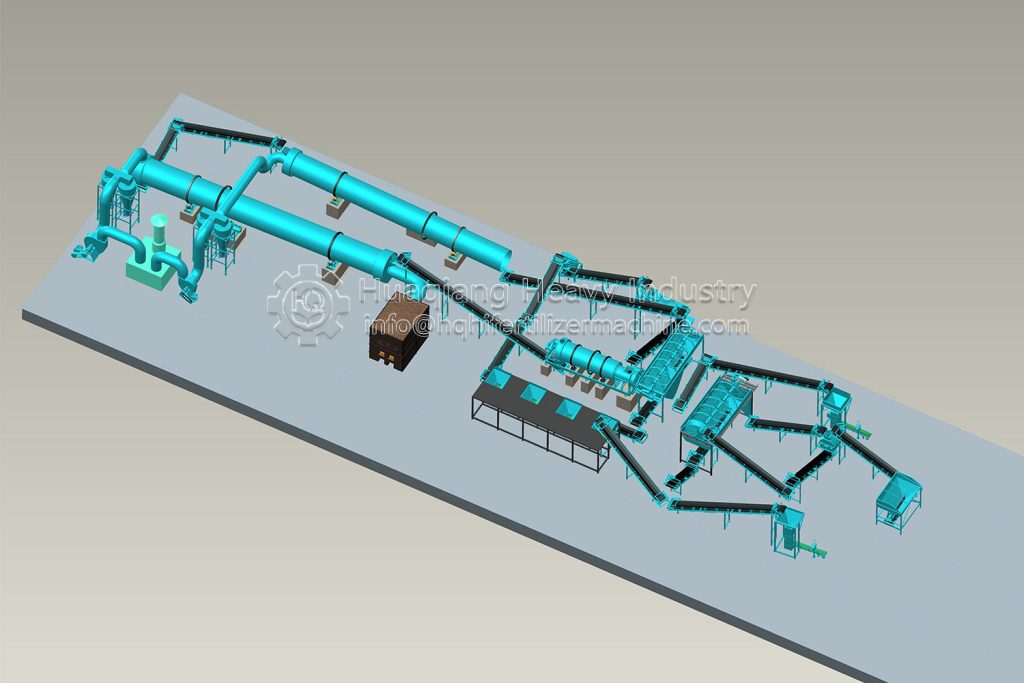
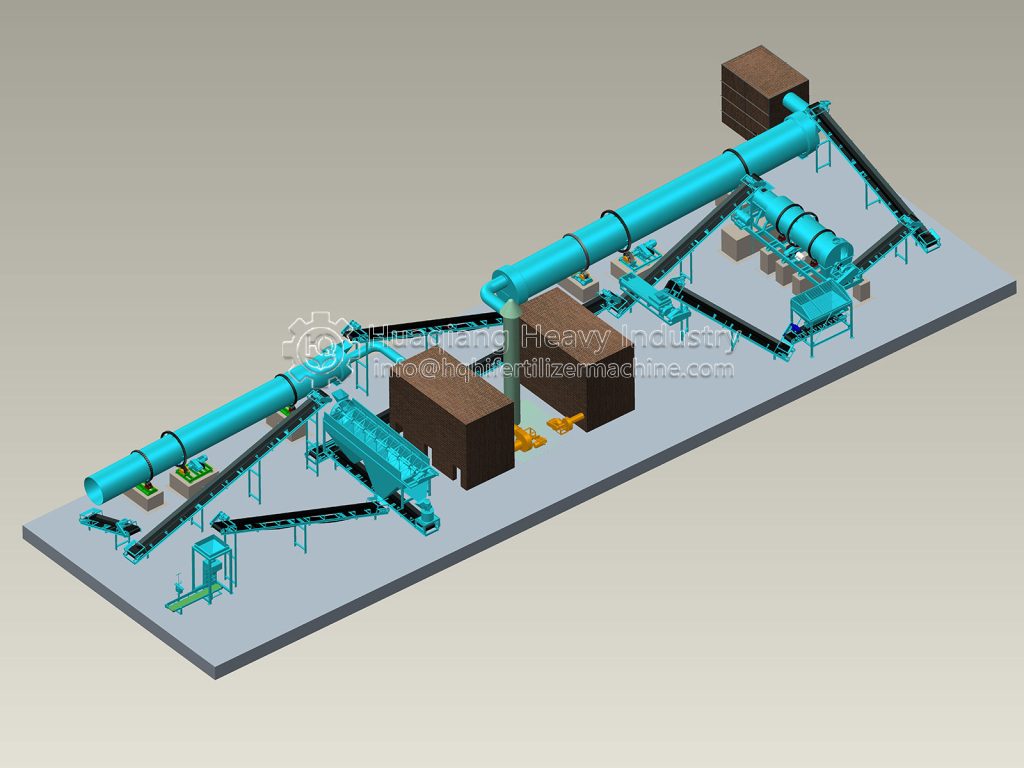
Second, there are key process differences. Organic fertilizer production lines rely on naturally occurring microorganisms for fermentation, resulting in large temperature fluctuations (typically 40-60°C) and a long composting cycle (1-2 months). Further processing primarily involves crushing and granulation, requiring no specialized temperature control. Bio-organic fertilizer production lines, on the other hand, require an additional “strain inoculation” step. During the fermentation phase, an intelligent temperature control system maintains a stable temperature of 55-65°C to ensure the raw materials are fully composted while preventing high temperatures from killing the functional bacteria. Subsequent low-temperature drying (≤60°C) is required to ensure the viable bacterial count in the finished product meets the national standard of ≥200 million/g. This process requires greater complexity and precision.
Secondly, there are differences in product characteristics. The core value of organic fertilizer products is to replenish soil organic matter and improve soil physical structure. They release nutrients slowly but lack specific functional properties. Bio-organic fertilizers, in addition to replenishing organic matter, also utilize functional bacteria to achieve specific benefits. For example, phosphate and potassium-solubilizing bacteria activate soil nutrients, while disease-resistant bacteria inhibit soil-borne diseases. Products must be labeled with the strain type and viable bacterial count, and quality standards are more stringent.
Finally, there are differences in application scenarios. Organic fertilizer has a wide range of applications. It can be used as base fertilizer for field crops and to improve poor soil. Bio-organic fertilizer is more suitable for cash crops (such as vegetables and fruit trees) or facility agriculture. It can specifically solve soil continuous cropping problems and improve the quality of agricultural products. It is more widely used in green agriculture and organic farming.