Compost fermentation is a natural process that uses microorganisms to decompose organic matter. By scientifically controlling the four key elements – carbon-nitrogen ratio, moisture, temperature, and oxygen – agricultural waste can be transformed into high-quality organic fertilizer. This process is not only environmentally friendly but also provides rich nutrients for the soil.



Material Preparation and Ratio
Successful composting begins with the correct material ratio. Carbon sources such as straw, sawdust, and fallen leaves should account for 70%-80% of the total volume, and these materials need to be crushed to 5-10 cm for better decomposition. Nitrogen sources include livestock manure and kitchen waste, comprising 20%-30% of the mixture.
Key Tip: The carbon-nitrogen ratio should be maintained between 25:1 and 30:1. Imbalanced ratios can lead to slow decomposition (excess carbon) or odor problems (excess nitrogen).
Pile Construction Methods and Techniques
When building the compost pile, recommended dimensions are 1.5-2 meters wide at the base and 1-1.2 meters high. Use a layered approach: first spread 15-20 cm of carbon materials, then add 5-10 cm of nitrogen materials, and finally sprinkle with conditioners. Repeat this process until reaching the desired height.
Four Stages of the Fermentation Process
Heating Phase (0-7 days)
Microorganisms begin rapid reproduction, raising the pile temperature from ambient to 50°C. This stage mainly decomposes easily degradable organic matter and doesn’t require turning.
High-temperature Phase (7-21 days)
Temperatures rise to 55-70°C, with thermophilic bacteria becoming active and effectively killing insect eggs and pathogens. Turn the pile every 3-5 days to ensure adequate oxygen supply.
Cooling Phase (21-35 days)
Temperatures gradually decrease below 40°C, and mesophilic bacteria begin decomposing difficult-to-break cellulose materials. Turning frequency can be reduced to once every 7-10 days.
Maturation Phase (After 35 days)
The pile temperature drops to ambient levels, materials turn dark brown, become loose in texture, and emit an earthy fragrance. The compost is now fully matured.

Post-processing and Storage
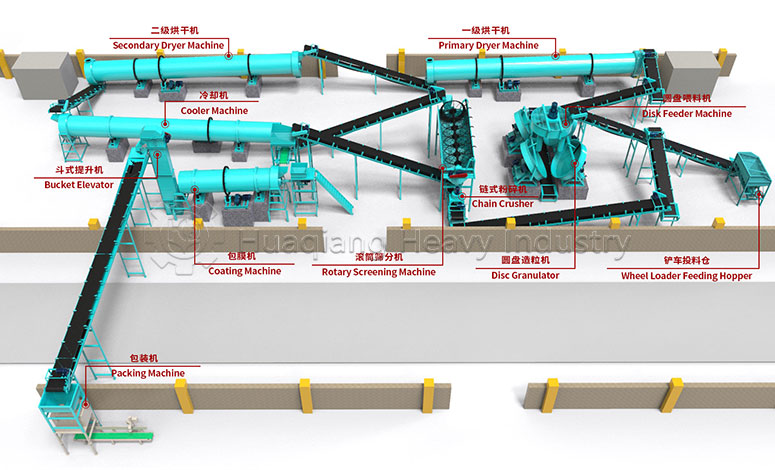
Following the crucial organic fertilizer fermentation process, mature compost undergoes essential post-processing within a complete organic fertilizer production line. The material is first screened to remove undecomposed fragments, a standard procedure in the bio organic fertilizer production line that ensures product uniformity.
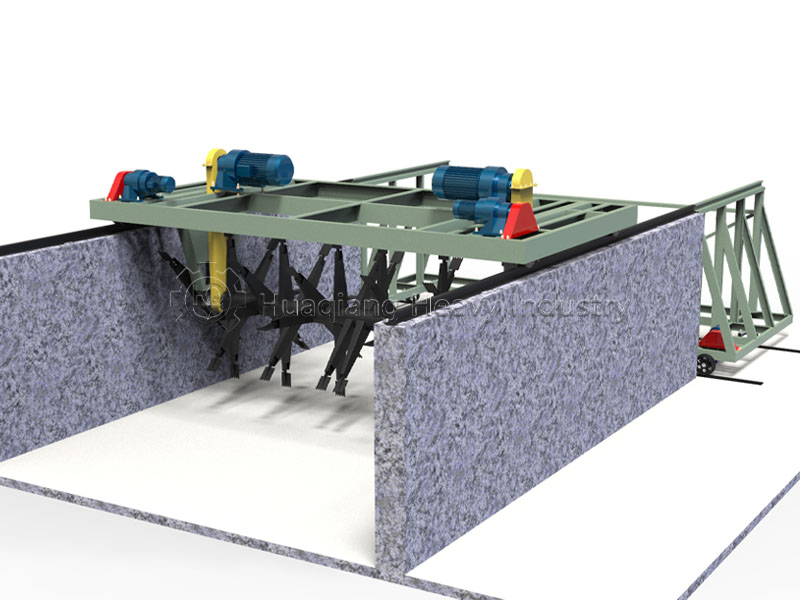
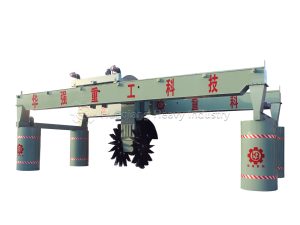
The entire fermentation composting technology for organic fertilizer relies on specialized equipment like the large wheel compost turner and chain compost turner for efficient aeration. These compost fertilizer machine units, including the versatile windrow machine, are fundamental among the equipments required for biofertilizer production.
For granulated products, the process may incorporate a disc granulation production line featuring a specialized fertilizer granulator, followed by a drum organic fertilizer dryer for moisture control. Each fertilizer production machine in this sophisticated fertilizer making machine ecosystem contributes to transforming compost into market-ready products.
The final product should be stored in dry, ventilated facilities for up to six months. By mastering organic fertilizer fermentation and utilizing advanced fermentation composting technology for organic fertilizer, we effectively convert organic waste into valuable resources, supporting sustainable agriculture through optimized production systems.